林雅鈴1,張安強2,王煉石2(1.華南農業大學資源與環境學院,廣東廣州 510642;2.華南理工大學材料科學與工程學院,廣東廣州 510641)
摘要:采用液相化學沉積法和凝聚共沉法制備稀土鏑摻雜炭黑填充型粉末NR[P(NR/HAF-Dy)],研究其毛細管擠出流變行為和復雜口型擠出特性,并與傳統的炭黑填充型粉末NR[P(NR/HAF)]和NR/炭黑干法混煉膠(NR/HAF)進行比較。結果表明,在溫度為90~150℃及剪切速率為20~1 500 s-1的范圍內,3種混煉膠的表觀剪切粘度由小到大的順序為P(NR/HAF-Dy),P(NR/HAF),NR/HAF;當Dy/HAF用量比為4/100時,P(NR/HAF-Dy)混煉膠具有較低的表觀剪切粘度和穩定的非牛頓流體特性;與NR/HAF相比,P(NR/HAF)混煉膠具有較好的復雜口型擠出加工性能,P(NR/HAF-Dy)混煉膠的擠出性能則更為優良。
關鍵詞:稀土鏑摻雜炭黑;炭黑填充型粉末NR;擠出流變性能;Garvey口型;表觀剪切粘度
中圖分類號:TQ330.52;TQ330.38+1文獻標識碼:A文章編號:1000-890X(2008)05-0261-07
擠出是混煉膠的重要工藝過程,混煉膠在不同擠出條件下的流變行為、擠出物表面的狀況和尺寸穩定性等可間接表征混煉膠中填料的分散、填料與橡膠之間的相互作用、橡膠基體的相對分子質量分布等[1-4],因此在橡膠加工科學中占有重要地位。
稀土元素因其電子結構特殊而具有光、電、磁和化學催化等特種功能[5],其化合物已廣泛應用于功能材料的制備[6-10]。研究表明,炭黑經稀土元素摻雜后填充NR,可明顯改善其硫化膠的物理性能,具有顯著的補強效果[6,7],其中,以稀土鏑(Dy)的效果為佳[9,10]。
本工作采用Haake高壓毛細管流變儀和具有復雜口型(Garvey口型)的Brabender轉矩流變儀所帶的螺桿擠出機分別研究稀土鏑摻雜炭黑填充型粉末NR[P(NR/HAF-Dy)]的擠出流變行為和擠出特性,旨在探討凝聚共沉法制備炭黑填充型粉末NR[P(NR/HAF)]中炭黑與橡膠之間的結合以及稀土鏑摻雜炭黑(HAF-Dy)與NR之間的相互作用,并與傳統的NR/炭黑干法混煉膠(NR/HAF)進行比較。
1 實驗
1·1 主要原材料
天然膠乳,固形物質量分數為0.6;NR,20#標準膠,均為泰國產品,廣東廣泰合橡膠有限公司提供。炭黑N330,上海立事化工有限公司產品。氧化鏑,純度99.99%,廣州珠江冶煉廠提供。
1.2 試驗設備及儀器
XK-160型開煉機,湛江化工機械廠產品;高壓毛細管流變儀,德國Haake公司產品;PLE651型轉矩流變儀,德國Brabender公司產品,配10DW擠出頭:直徑 19 mm,長徑比 10/1,螺槽壓縮比 1∶1,所采用的復雜擠出口型為ASTM D 2230—1996中規定的Garvey口型,如圖1所示。
1.3 混煉膠的制備
稀土鏑摻雜炭黑采用化學沉積法制備,P(NR/HAF-Dy)和P(NR/HAF)均采用凝聚共沉法制備,其炭黑用量均為50份,詳細制備工藝參見文獻[9-12]。P(NR/HAF-2Dy)表示Dy/HAF質量比為2/100,其余類推。
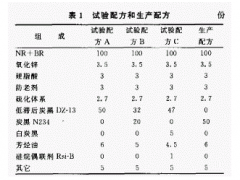
將P(NR/HAF)和P(NR/HAF-Dy)與配合劑分別在開煉機上按常規方法進行混煉,得到P(NR/HAF)和P(NR/HAF-Dy)混煉膠。

混煉配方如下: P(NR/HAF)或P (NR/HAF-Dy) 150,氧化鋅 5,硬脂酸 2,促進劑NS 0.7。
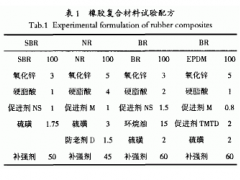
NR/HAF混煉膠按如下配方采用常規混煉工藝制備:NR 100,炭黑 50,氧化鋅 5,硬脂酸 2,促進劑NS 0.7。上述3種混煉膠在測試前均停放24 h。
1.4 毛細管擠出試驗
混煉膠的毛細管擠出試驗采用毛細管流變儀進行,毛細管直徑為1 mm,長徑比為40/1,未做入口壓力校正。混煉膠的擠出溫度分別為90,110,130和150℃,剪切速率分別為20,58.9,173.2,509.7和1 500 s-1,混煉膠擠出前預熱5min。
1.5 復雜口型擠出性能評價
按ASTM D 2230—1996進行復雜口型擠出測試,采用A法評價混煉膠的擠出特性。擠出條件:螺桿轉速分別為30,50和70 r·min-1,料筒溫度為70℃,口型(機頭)溫度分別為100,110和120℃。擠出機的供料采用冷喂料[膠料溫度(25±5)℃]和熱喂料[膠料溫度(55±5)℃]兩種形式。Garvey口型與輪胎胎面膠的擠出口型極其相似,具有與胎冠、胎肩和胎側相互對應的部分(見圖1),因此常用于輪胎胎面膠在復雜口型中的擠出特性評價,如表面光潔度、擠出連續性和口型脹大等[1,3,4]。
2 結果與討論
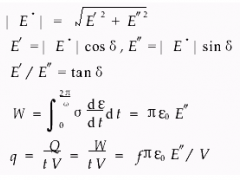
2.1 混煉膠的毛細管擠出流變行為一般來說,高分子材料在加工過程中的流動不服從牛頓定律而發生剪切變稀,高聚物“流體”具有假塑性流體的行為,即隨著剪切速率的增大熔體表觀剪切粘度下降。用Ostwald-Dewaele模型表示聚合物熔體的流變方程[1]為
τ= Kγnw(1)
ηa= Kγn-1w(2)
式中,τ為剪切應力,γw為剪切速率,ηa為熔體表觀剪切粘度,K為稠度系數,n為非牛頓指數。n表示聚合物熔體與牛頓流體的偏差程度,其值為1時,熔體粘度一直保持不變,故n越小,說明聚合物熔體與牛頓流體偏差越大。方程(2)兩邊取對數,得
lgηa=lgK+(n-1)lgγw
以lgηa對lgγw作圖,得到直線的斜率為n-1。ηa對γw的雙對數關系曲線如圖2所示。按式(2)進行擬合,可得到不同溫度下各混煉膠的K和n值(見表1)。
由圖2和表1可見,各混煉膠的n均小于1,說明NR/HAF,P(NR/HAF)和P(NR/HAF-2Dy)膠料均為假塑性流體,因此其ηa隨γw的增大而減小;在試驗溫度范圍內,3種體系的ηa由小到大的順序為P(NR/HAF-2Dy), P(NR/HAF),NR/HAF。
研究表明,與NR/HAF相比,炭黑在P(NR/HAF)中的分散得到了顯著改善,而Dy的加入則促進了炭黑在橡膠基體中的分散,并增進了炭黑與橡膠之間的結合[9,10],從而有效降低了膠料的表觀剪切粘度,有利于降低擠出能耗。

圖3所示為不同Dy用量下P(NR/HAF-Dy)在各擠出溫度下的流變曲線,將其數據按式(2)擬合得到的K和n值見表2。
由圖3和表2可以看出,當擠出溫度較低(90℃)時,隨著Dy用量的增大,膠料的K值基本呈減小趨勢,表明在較低溫度擠出時,Dy用量的增大有利于膠料的軟化,使流動性增加,有利于降低擠出能耗和增加擠出產量,提高擠出效率;而n則呈增大趨勢,表明剪切應力的增大可使膠料表現出“應力稀化”。
隨著擠出溫度的升高,膠料K值的減小在Dy/HAF質量比為4/100時基本穩定,進一步增大Dy的用量對K和n值的影響不大。當膠料在較高溫度(150℃)下擠出時,膠料K值的最低點和n值的最高點均出現在Dy/HAF質量比為4/100時,再增大Dy用量時,K和n值出現明顯反彈,即K有所回升,而n有所回落。
圖4所示為Dy用量對不同剪切速率和溫度下P(NR/HAF-Dy)混煉膠表觀剪切粘度的影響。由圖4可見,在較低擠出溫度(90℃)下,P(NR/HAF-Dy)的ηa隨Dy用量的增大而穩步下降;但隨著擠出溫度的升高(110~130℃),其ηa在Dy/HAF質量比為4/100時趨于穩定;繼續增大Dy用量使得P(NR/HAF-Dy)的ηa在高溫(150℃)擠出時出現反彈。

由上述分析可見,當Dy/HAF的質量比為4/100時,P(NR/HAF-Dy)混煉膠在溫度為90~150℃及剪切速率為20~1 500 s-1的范圍內具有較低的表觀剪切粘度和穩定的非牛頓流體特性。
2.2 混煉膠的復雜口型擠出行為
良好的擠出加工性能,尤其是在復雜口型條件下的優良擠出特性對膠料的成型加工至關重要[1-4]。擠出按工藝條件分為熱喂料擠出和冷喂料擠出兩類。
根據ASTM D 2230—1996(A法),膠料的擠出性能可用4個指標評價:①表面狀況(是否光滑、連續);②刃邊(是否清晰、光滑和連續);③棱角(除刃邊之外的其余3個棱角是否清晰和連續);④擠出物口型膨脹(口型的凹面保持程度)。上述每個單項的最高分為4分,最低分為1分,4項得分之和稱為擠出指數。擠出指數越高,擠出性能越好,擠出指數高于12分且第②項(刃邊)的得分不低于3分時,表示膠料擠出合格。擠出指數常用于描述膠料門尼粘度和填料分散度,較低的門尼粘度和較高的填料分散度可使膠料獲得較高的擠出指數[1-3]。
表3所示為采用冷喂料和熱喂料擠出時,3種混煉膠擠出物單項評價與擠出指數。由表3可見, NR/HAF, P (NR/HAF)和P (NR/HAF-2Dy)混煉膠的平均擠出指數分別為12.9,14.6和15.2(冷喂料)以及13.2,14.8和15.6(熱喂料)。說明3種混煉膠在熱喂料時均具有較好的擠出性能,且在冷、熱喂料條件下,3種混煉膠的擠出性能從優到劣的順序均為:P(NR/HAF-2Dy),P(NR/HAF),NR/HAF。

圖5所示為同一擠出條件下,3種混煉膠采用冷喂料和熱喂料擠出時試樣表面和截面照片。由圖5可見,無論是冷喂料擠出還是熱喂料擠出,NR/HAF混煉膠的擠出物刃邊都較為粗糙,有明顯的鋸齒狀波紋,口型膨脹較為明顯,因此在實際加工過程中往往需要使用加工助劑以改善膠料的擠出性能;P(NR/HAF)混煉膠擠出物的刃邊狀況明顯改善,刃邊較為光滑,口型膨脹明顯減小;而P(NR/HAF-2Dy)混煉膠擠出物的棱角清晰、刃邊非常光滑,表明其混煉膠具有優良的擠出性能。
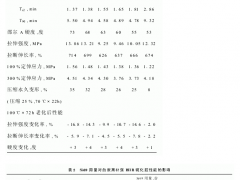
3種混煉膠在不同擠出條件下的平均擠出指數比較見表4。由表4可見,在試驗范圍內,NR/HAF,P(NR/HAF)和P(NR/HAF-2Dy)混煉膠的最佳擠出條件分別為70 r·min-1/110℃,70r·min-1/110℃和(50~70) r·min-1/(110~120)℃,表明P(NR/HAF-2Dy)混煉膠具有較寬的優良擠出加工條件范圍。
以上試驗表明,與傳統的NR/HAF混煉膠相比,P(NR/HAF)混煉膠具有較好的擠出加工性能,P(NR/HAF-2Dy)混煉膠的擠出性能則更為優良,可滿足復雜口型的擠出加工。研究表明,P(NR/HAF)和P(NR/HAF-2Dy)混煉膠優良的擠出性能得益于炭黑在橡膠中的優良分散以及炭黑與橡膠之間的良好結合[6,7,9,10]。
3 結論
(1)在溫度為90~150℃及剪切速率為20~1 500 s-1的范圍內,3種混煉膠的表觀剪切粘度由小到大的順序為P(NR/HAF-Dy), P(NR/HAF),NR/HAF。

(2)Dy用量對混煉膠的表觀剪切粘度有顯著影響,當Dy/HAF質量比為4/100時,膠料具有較低的表觀剪切粘度和穩定的非牛頓流體特性。(3)與傳統的塊狀NR/HAF混煉膠相比,P(NR/HAF)混煉膠具有較好的復雜口型擠出性能,P(NR/HAF-2Dy)混煉膠的擠出性能則更為優良,可滿足復雜口型的擠出加工。