關(guān)兵峰,馬國富,魏榮梅,陳兵勇(中國航天科技集團(tuán)四院四十二所,湖北襄樊441003)
摘要:該文研究了炭黑分散程度對(duì)橡膠疲勞性能的影響,利用SEM(掃描電子顯微鏡)研究了橡膠疲勞前后炭黑形態(tài)的變化。從斷裂力學(xué)理論角度,提出了一種基于炭黑分散程度對(duì)橡膠疲勞壽命影響的橡膠疲勞破壞模型,結(jié)合已報(bào)道過的實(shí)驗(yàn)對(duì)此模型的合理性進(jìn)行了分析。
關(guān)鍵詞:炭黑分散程度;疲勞;模型
中圖分類號(hào):TQ 330.1+3 文獻(xiàn)標(biāo)識(shí)碼:B 文章編號(hào):1671-8232(2011)06-0020-04
橡膠制品具有獨(dú)特的高彈性因而在各種減振領(lǐng)域有著廣泛的應(yīng)用,了解橡膠材料的疲勞破壞機(jī)理有助于人們?cè)O(shè)計(jì)出疲勞壽命更長的橡膠材料[1]。目前,被人們廣泛接受的疲勞機(jī)理主要是斷裂力學(xué)理論及唯象理論[2]。盡管出發(fā)點(diǎn)不同,但這二種理論均認(rèn)為疲勞破壞源于外加因素的作用,使橡膠內(nèi)部的微觀缺陷或薄弱處逐漸遭到破壞。由于橡膠材料的疲勞壽命受多種因素的影響[3],破壞機(jī)理可能大相徑庭,本文從炭黑分散程度對(duì)疲勞壽命影響的實(shí)驗(yàn)出發(fā),借助SEM(電子顯微鏡)研究了橡膠疲勞前后微觀結(jié)構(gòu)的變化,綜合文獻(xiàn)中報(bào)道的一些實(shí)驗(yàn),提出了一個(gè)基于炭黑分散程度對(duì)疲勞性能影響的橡膠疲勞破壞模型。
1·實(shí)驗(yàn)
1.1基本配方及試樣制備
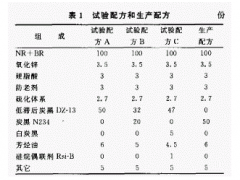
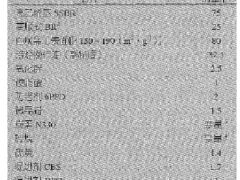
膠料基本配方:NR,100;促進(jìn)劑CZ,1.5;促進(jìn)劑M,1.2;硫磺,2;防老劑D,2;硬脂酸,2.5;氧化鋅,5;N330,50。原材料牌號(hào)及產(chǎn)地為天然橡膠,標(biāo)準(zhǔn)膠5#,云南農(nóng)墾產(chǎn)品;炭黑,N330,龍星炭黑公司產(chǎn)品;其他配合劑均為市售工業(yè)品級(jí)。
使用XK160型開煉機(jī)按常規(guī)步驟制備混煉膠,硫化條件為:160℃×t90×20 MPa,試片放置24 h后進(jìn)行疲勞壽命測定。
1.2儀器及性能測試
疲勞壽命使用江都明珠實(shí)驗(yàn)機(jī)械廠生產(chǎn)的立式疲勞試驗(yàn)機(jī)測定試樣的定伸疲勞,測定條件:溫度25℃;80%定伸;頻率,4 Hz。
混煉膠應(yīng)變掃描采用美國TA公司生產(chǎn)的ARES高級(jí)擴(kuò)展流變儀進(jìn)行測試,測試條件:溫度80℃,頻率1 Hz,試樣厚度為2±0.1 mm。采用日本JSM—6030LV型SEM,在試樣新切出的斷面表面噴金后進(jìn)行觀察,疲勞后試樣切面與拉伸方向平行。
2·疲勞模型的提出
2.1炭黑分散程度對(duì)橡膠疲勞壽命的影響
根據(jù)Palmegren的觀點(diǎn)[4],填料與橡膠的混煉工藝可分混入、分散、混合和塑化四個(gè)階段。通常使用開煉機(jī)進(jìn)行混煉的步驟為:生膠使用小輥距薄通使之包輥后,逐步放大輥距,加入各種配合劑進(jìn)行混煉。待膠料吃粉完畢后再進(jìn)行薄通使填料均勻分散。混入階段可理解為橡膠在較大輥距下的“吃粉”過程。因此,可以通過控制薄通次數(shù)來獲得不同分散程度的樣品,制備大批混煉膠至吃粉結(jié)束后,將其分為八份,每份進(jìn)行X遍薄通后編號(hào)FX,對(duì)不同薄通次數(shù)的樣品進(jìn)行應(yīng)變掃描,結(jié)果如圖1所示。

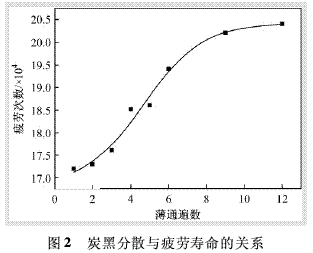
炭黑在橡膠中的理想分散狀態(tài)為一次聚結(jié)集體分散,但通常都達(dá)不到理想的分散而含有大量二次聚集體。Payne研究發(fā)現(xiàn)[5],當(dāng)對(duì)炭黑填充混煉膠施加一定的剪切變形后炭黑二次聚集體會(huì)發(fā)生破壞,導(dǎo)致混煉膠剪切模量驟降,這就是著名的Payne效應(yīng)。炭黑分散越差,二次聚集體含量越高,則模量下降幅度越大,因此,該效應(yīng)也可以用來表征填料分散程度。從圖1可以看出,隨薄通次數(shù)的增加,模量下降幅度變小,說明炭黑分散趨好。圖2為薄通次數(shù)與疲勞壽命之間的關(guān)系。從圖中可以看出,隨薄通次數(shù)的增加,炭黑分散程度提高,天然橡膠疲勞壽命也顯著延長。
2.2疲勞前后橡膠SEM分析
炭黑一次聚結(jié)體的尺寸大約在0.2μm左右,其二次聚集體大約為5~100μm[6],因此可用SEM來觀測炭黑形態(tài)在疲勞前后的變化。如圖3所示,圖A為天然橡膠疲勞前斷面上炭黑的形態(tài),圖B為經(jīng)受20萬次疲勞后在應(yīng)力方向斷面上炭黑的形態(tài)。
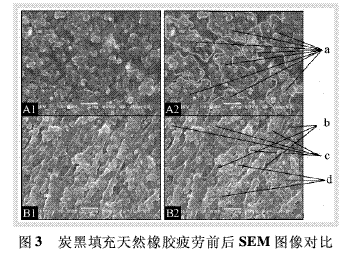
正如圖3A所示,天然橡膠內(nèi)部存在著大量的炭黑二次聚集體(a),圖3B為試樣經(jīng)過20萬次拉伸疲勞之后在拉伸方向上的SEM圖像。從顆粒尺寸上看,二次聚集體體積及數(shù)量均大大減少(d),可以觀察到大量的一次聚結(jié)體(c)并產(chǎn)生了微細(xì)孔洞(b),這說明炭黑二次聚集體在疲勞過程中發(fā)生了破壞。圖中可以很清晰地看出,橡膠在拉伸方向上發(fā)生了取向,同時(shí),仍存在的炭黑二次聚集體也發(fā)生了一定程度的取向。因此可以推測,炭黑二次聚集體的破壞是由于附著在其表面的橡膠在循環(huán)應(yīng)力作用下發(fā)生了移動(dòng),牽引原本松散的炭黑二次聚集體分開。
2.3基于炭黑分散程度的橡膠疲勞破壞模型
上文敘述了炭黑分散程度對(duì)橡膠疲勞性能的影響。現(xiàn)從橡膠分子鏈滑動(dòng)模型及橡膠疲勞破壞斷裂力學(xué)唯象理論出發(fā),提出了一個(gè)基于炭黑分散程度對(duì)橡膠疲勞性能影響的橡膠疲勞破壞模型(見圖4)。
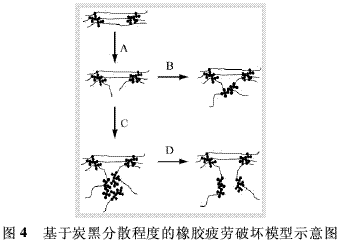
該模型認(rèn)同橡膠分子鏈滑動(dòng)模型理論關(guān)于補(bǔ)強(qiáng)的看法[7],即認(rèn)為分子鏈能夠在炭黑表面上滑動(dòng),形成了一種由炭黑構(gòu)成節(jié)點(diǎn)的網(wǎng)絡(luò)結(jié)構(gòu),該網(wǎng)絡(luò)結(jié)構(gòu)能夠均勻地分布應(yīng)力,從而達(dá)到補(bǔ)強(qiáng)的目的。而對(duì)于包括硫化膠在內(nèi)的任何固體來說,其內(nèi)部都必然含有分布于各處的不同形狀和大小的缺陷[8]。當(dāng)橡膠整體受力時(shí),這些缺陷部位所受應(yīng)力達(dá)到極大值,從而產(chǎn)生斷鏈(過程A),由分子鏈斷裂而產(chǎn)生的大分子自由基能與其臨近的表面活性極大的炭黑結(jié)合。假若周圍填料處于理想分散狀態(tài),則斷裂的大分子鏈與其結(jié)合后重新形成網(wǎng)絡(luò)結(jié)構(gòu),仍能繼續(xù)承擔(dān)加載的應(yīng)力(過程B)。若周圍填料成附聚體狀態(tài),則大分子鏈末端與其結(jié)合后(過程C)在應(yīng)力作用下會(huì)發(fā)生附聚體的解聚(過程D),致使原分子鏈不能夠繼續(xù)承擔(dān)應(yīng)力,處于失效狀態(tài)。當(dāng)失效的大分子鏈達(dá)到一定數(shù)量時(shí),就發(fā)生了宏觀破壞,材料開始失效。
2.4模型合理性分析
斷裂力學(xué)唯象理論[9]認(rèn)為,橡膠材料的疲勞破壞主要是由于在外力作用下,橡膠內(nèi)部的缺陷或微細(xì)裂紋引發(fā)的大裂紋不斷傳播和擴(kuò)展所致。由于內(nèi)部缺陷總是存在的,因此,可以認(rèn)為裂紋的擴(kuò)展速率是橡膠疲勞的控速步驟,可以想象,若頂端應(yīng)力在疲勞過程中被耗散掉,則橡膠材料的抗疲勞性能會(huì)大大增強(qiáng)。在A階段,大分子鏈的斷裂會(huì)消耗掉一部分外界輸入的能量。在B階段斷裂的分子鏈重新承載應(yīng)力,這種耗散應(yīng)為“良性耗散”,即只消耗能量卻不影響分子鏈承載應(yīng)力的能力。對(duì)于C過程來說,實(shí)際上是將應(yīng)力轉(zhuǎn)移至其它未斷裂的分子鏈,增大了其斷裂的可能性,這是“惡性耗散”。另外,從疲勞前后的SEM圖像可以看出,炭黑二次聚集體只是炭黑一次聚結(jié)體松散的堆積,當(dāng)其在應(yīng)力作用下“被拉開”之后,可能會(huì)產(chǎn)生一些孔洞,而這些孔洞無疑進(jìn)一步加速了橡膠材料的破壞過程。
本模型實(shí)際上認(rèn)同以下基本關(guān)系,即炭黑初級(jí)粒子之間的作用力>大分子鏈中C—C鍵能>炭黑一次聚結(jié)體之間相互作用力。關(guān)于這一點(diǎn)可以從相關(guān)文獻(xiàn)及實(shí)驗(yàn)結(jié)果中找到根據(jù)。
Bandyopadhyaya R[10]采用一種特制的納米結(jié)構(gòu)操縱裝置,研究了聚合物/炭黑復(fù)合薄膜的納米斷裂行為,觀察到薄膜本身先出現(xiàn)破壞,其次才是炭黑粒子鏈被拉斷,即證明炭黑粒子鏈強(qiáng)度>C—C鍵的強(qiáng)度。Payne效應(yīng)作為衡量炭黑在橡膠中微觀分散的一種方法已被大家廣泛認(rèn)同,其在高應(yīng)變下模量的下降源于炭黑二次聚集體的破壞。從圖1來看,對(duì)混煉膠施加10%左右的剪切應(yīng)變,炭黑二次聚集體發(fā)生破壞,這說明了炭黑一次聚結(jié)體之間作用力很小,至少小于C—C鍵的強(qiáng)度,故該模型所認(rèn)同的基本關(guān)系成立。關(guān)于橡膠大分子在周期性應(yīng)力下會(huì)發(fā)生斷鏈而產(chǎn)生自由基,文獻(xiàn)中已有報(bào)道[8]。需要說明的是,大分子鏈斷開以后與臨近炭黑相結(jié)合只是大分子自由基一種可能的結(jié)果,當(dāng)然,可能還存在著大分子自由基與其他雜質(zhì)(如空氣中的氧等)發(fā)生反應(yīng)而終止等情況。因此,即使填料呈理想分散狀態(tài),在足夠長時(shí)間和施加周期性應(yīng)力的情況下,橡膠仍會(huì)發(fā)生宏觀破壞而失效。事實(shí)上,橡膠疲勞破壞是一個(gè)復(fù)雜的過程,與材料性質(zhì)、加載應(yīng)力、實(shí)驗(yàn)環(huán)境等均有很強(qiáng)的相關(guān)性,可能還包括臭氧氧化等化學(xué)反應(yīng)[11-14]。因此,本模型只能定性地說明填料分散程度對(duì)橡膠材料疲勞性能的影響。
3·結(jié)語
本文提出的基于炭黑分散程度對(duì)填充橡膠疲勞壽命影響的模型確實(shí)符合眾多實(shí)驗(yàn)事實(shí),具有其合理性,能夠定性地解釋炭黑分散程度對(duì)疲勞壽命的影響方式,但橡膠疲勞是一個(gè)非常復(fù)雜的過程,對(duì)疲勞壽命的研究還要從多方面予以考慮。
參考文獻(xiàn):略